




Product Consultation
Your email address will not be published. Required fields are marked *

Energy efficiency and process control are becoming increasingly important in modern industrial production. Industrial immersion heaters, devices that directly transfer heat to liquids or gases, are becoming an indispensable heating solution for many industries due to their high efficiency, reliability, and ease of installation.
How Immersion Heaters Work
The core of industrial immersion heaters lies in their ability to convert electricity or other forms of energy directly into heat. This efficient energy transfer is achieved through direct contact between the heating element and the liquid. These elements are typically made of stainless steel, nickel-chromium alloy, or copper alloy, offering corrosion and high-temperature resistance. In electric heating systems, current is passed through a resistance wire to generate heat, which is then transferred to the liquid through a metal tube. Compared to indirect heating methods, immersion heaters can rapidly increase temperature, minimize heat loss, and ensure process stability and production efficiency.
The temperature control system is a crucial component of an immersion heater, automatically adjusting the heating power according to set temperature parameters for precise temperature control. This high-precision control is particularly critical in the chemical, petrochemical, and food processing industries, preventing unstable product quality and energy waste caused by temperature fluctuations.

Applications of Industrial Immersion Heaters
Industrial immersion heaters are widely used in various applications, including liquid heating, tank heating, and pipeline heating. In chemical production, they are used to control the temperature of reactors and solution tanks to ensure smooth chemical reactions. In the petroleum industry, immersion heaters are used to heat crude oil storage tanks and oil product pipelines to prevent freezing at low temperatures and ensure smooth transportation. In the food processing and pharmaceutical industries, the heaters' high hygiene and precise temperature control capabilities meet stringent process requirements.
Industrial immersion heaters are also demonstrating significant value in the environmental protection and new energy sectors. They can be used to increase water temperature in water treatment equipment, provide a stable temperature environment in biomass energy and battery fluid heating, and provide reliable thermal energy support for the development of emerging industrial technologies.
The Importance of Design and Material Selection
In industrial environments, the design and material selection of immersion heaters directly impact their performance and lifespan. The heating element is in direct contact with the liquid and therefore must possess excellent corrosion and oxidation resistance. Common materials include 304 and 316 stainless steels, as well as titanium alloys. These can handle corrosive media such as acids and alkalis, and can also adapt to high-temperature and high-pressure environments. The heater's power density, size, and shape must be scientifically calculated based on the liquid volume, viscosity, and process requirements to ensure uniform heating and optimal thermal efficiency.
Safety design is also crucial. Industrial immersion heaters are typically equipped with safety features such as over-temperature protection, dry-burn protection, and leakage protection to prevent equipment damage or accidents caused by improper operation or system failures. These features not only ensure production safety but also extend the equipment's service life and improve return on investment.

Maintenance and Usage Precautions
Although industrial immersion heaters have a simple structure, proper maintenance and proper use are crucial to extending their lifespan. During daily use, the heating element and electrical connections should be regularly inspected to ensure they are free of corrosion and fouling. For high-viscosity liquids or those containing solid particles, a heater with an anti-clogging design should be selected and deposits should be cleaned regularly. Operators should strictly operate within the equipment's rated power and temperature range to avoid dry-burning or overloading to ensure equipment safety and process stability.
Industrial immersion heaters, with their high efficiency, reliability, and easy installation, play a vital role in modern industrial production. Their applications range from chemicals and petroleum to food and pharmaceuticals, environmental protection, and new energy. Through scientific design, rational material selection, and intelligent control, industrial immersion heaters not only meet the heating needs of complex processes but also provide a solid foundation for companies to achieve energy conservation and consumption reduction and improve production efficiency. As technology continues to advance, future immersion heaters will achieve further breakthroughs in intelligence, energy efficiency, and durability, bringing even more possibilities to industrial heating solutions.

Electric Heating Elements: An In-Depth Analysis from Core Principles to Industry Applications
Sep 01,2025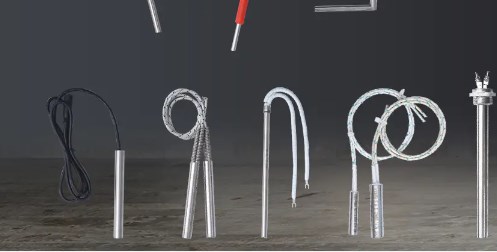
Application and Development of Special Electric Heating Elements
Sep 15,2025Your email address will not be published. Required fields are marked *















